
1. Liczenie arkuszy, składek i innych półproduktów i produktów Na każdym etapie produkcji introligator. powinien dokładnie wdzieć, ile jakich surowcow, półproduktów lub produków posiada w swej introligatorni W prz.ypadku obróbki materiałów arkuszowych powinien on znać liczbę sztuk danego surowca, półproduktu lub produktu, a w przypadku materiałów w zwojach - masę zwoju lub też długość wstęgi zwoju. W każdej operacji technologicznej pewna liczba arkuszy ulega uszkodzeniu, co powoduje odrzucenie uszkodzonych egzemplarzy z produkcji.
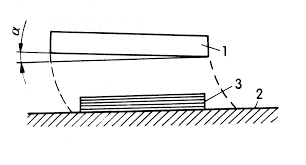
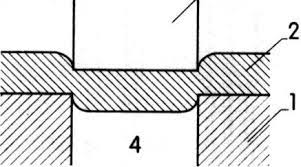
Mając konieczną do wykonania liczbę produktów (nakład) oraz dane dotyczące dopuszczalnej liczby arkuszy mogących ulec zniszczeniu, oblicza się liczbę arkuszy, którą introligator powinien otrzymać z działów drukowania. Liczenie arkuszy służą tzw. liczniki zainstalowane przy maszynach drukujących. Konieczność liczenia arkuszy w introligatorni może zaistnieć w przypadku otrzymania z innego zakładu poligraficznego lub użycia arkuszy niezadrukowanych. Składki dostarczane do introligatorni z maszyn zwojowych lub składki wykonane w introligatorni powinny być policzone przy formowaniu paczek lub stosów. Wykonują to często urządzenia zainstalowane w złamywarkach. Ogólną liczbę składek jest już łatwo obliczyć bez użycia maszyn. Określenie liczby innych półproduktów jest łatwiejsze. Wystarczy przy formowaniu stosów odpowiednio zaznaczyć części stosu co określoną liczbę egzemparzy. Można to wykonać przekładając paskami papieru części stosu co 10 egzemplarzy, lub odwracając położenie egzemplarzy. Produkty introligatorskie w postaci luźnej często się opaskuje. Należy opaskować określoną liczbę egzemplarzy. Policzenie całego nakladu nie jest wtedy trudne. Procesy technologiczne powinny być tak wykonywane, aby liczenie poszczególnych egzemplarzy nie stanowiło oddzielnej operacji, lecz było wykonywane np. przy formowaniu stosów. Należy też korzystać w dużym stopniu z liczników zainstalowanych w maszynach. 2. Wyrównywanie arkuszy w stosie Wyrównywanie arkuszy w stosie jest pierwszą operacją w introligatorni. Często występuje ona z operacją krojenia arkuszy na krajarkach jednonożowych. Operacja wyrównywania jest konieczna tylko wtedy, gdy otrzymany stos jest uformowany nieprawidłowo, tzn., że istnieją przesunięcia arkuszy w stosie względem siebie, które mogą dochodzić nawet do 5 mm. Wyrównywanie arkuszy w stosie wykonuje się przy użyciu maszyn zwanych wyrównywarkami, potocznie zwanymi utrząsarkami lub ręcznie. Wyrównywarka ma stół ustawiony ukośnie, na którym ustawia się niewysoki stos arkuszy. Do stosu utrząsarki jest podłączone urządzenie wprawiające go w szybki lecz niewielki ruch drgający. Wyrównywanie arkuszy ułatwia też powietrze wprowadzane pomiędzy arkusze. Dlatego stos przed położeniem na stół rozluźnia się ręcznie przez wyginanie na stole i pomiędzy arkusze papieru wprowadza się powietrze. Niektóre wyrównywarki mają z boku zainstalowane urządzenie nadmuchujące powietrze pomiędzy arkusze stosu. Rys. 1. Stół utrząsarki do wyrównywania arkuszy w stosach: 1 - stół pochylony jednym narożnikiem do dołu, 2 - opory Rys. 1. Stół utrząsarki do wyrównywania arkuszy w stosach: 1 - stół pochylony jednym narożnikiem do dołu, 2 - opory Wyrównywanie arkuszy w stosie jest tym łatwiejsze, im tarcie między arkuszami jest mniejsze, na przykład jeśli mają one gładszą powierzchnię lub mniejszy format, a także jeśli stosy są niższe. Łatwiejsze jest również wyrównywanie arkuszy sztywniejszych, gdyż w mniejszym stopniu ocierają się o siebie przy swobodnym spadaniu. Ponieważ wyrównywanie arkuszy następuje przy ich swobodnym spadaniu dlatego im większa jest masa pojedynczego arkusza, tym wyrównywanie jest łatwiejsze. Na wyrównywanie arkuszy papieru ma wpływ również jego wilgotność. Przy małej wilgotności papieru na jego powierzchni gromadzą się ładunki elektrostatyczne, które powodują sczepianie się poszczególnych arkuszy ze sobą, co utrudnia ich wyrównanie. Zbyt duża wilgotność papieru też utrudnia wyrównywanie, gdyż papier uzyskuje wtedy bardziej szorstką powierzchnię i staje się mniej sztywny. Wyrównywanie arkuszy w stosie może być konieczne dla wytworów papierniczych o różnej jakości i gramaturze. W niektórych przypadkach wyrównywanie przez utrząsanie jest niemożliwe. Dotyczy to na przykład bibuły o bardzo szorstkiej powierzchni ze względu na zbyt duże tarcie lub bibuły bardzo cienkiej, o małej sztywności. Takie wytwory papiernicze trzeba wyrównywać ręcznie przez układanie arkusz po arkuszu. Wyrównywanie wykonuje się również dla innych elementów otrzymywanych w stosie: składek, wkładów lub opraw. Wyrównywanie półproduktów i produktów introligatorskich jest znacznie łatwiejsze niż arkuszy papieru ze względu na mniejszy ich format, dużą sztywność oraz dużą masę. Operacja wyrównywania ma wpływ na jakość i dokładność krojenia. Żądana dokładność krojenia wynosi 1mm. 3. Krojenie i cięcie wytworów papierniczych W procesach introligatorskich często występuje potrzeba podziału różnych surowców i półproduktów na części. Podziałowi temu podlegają najczęściej wytwory papiernicze: papier i tektura. W introligatorstwie rozróżnia się dwa rodzaje operacji technologicznych, za pomocą których można dokonać podziału materiałów: krojenie i cięcie. a. Cięcie Cięcie w odróżnieniu od krojenia, charakteryzuje się odpadem występującym po procesie, jak strzępy i pyły. Wykonywane jest poprzez frezy bądź piły tarczowe. Powstają przy tym opiłki, trociny, strzępki itp. Po przecięciu części nie pasują do siebie, ponieważ brakuje materiału, który został rozdrobniony. Ma tylko dwa warianty, mianowicie: • rozcinanie – polega na oddzieleniu wkładów lub opraw, wykonywanych najpierw wspólnie w liniach potokowych, • przycinanie – jest stosowane przy obróbce grzbietu w oprawie klejonej, w tym przypadku postrzępienie powierzchni powstałej po przecięciu jest konieczne. b. Krojenie Krojenie jest powszechnie stosowaną operacją podziału materiałów w introligatorstwie. Narzędziem krojącym jest odpowiednio ukształtowany nóż, który przechodząc przez materiał dzieli go na części. Przy prawidłowo wykonanej operacji krojenia nóż nie powoduje powstawania rozdrobnionych cząstek materiału takich jak pył, strzępki itp. Otrzymuje się natomiast części pasujące do siebie, a ich powierzchnie są gładkie i równe. W procesach introligatorskich wykonuje się różne operacje krojenia. Wyróżnia się wśród nich: przekrawanie, okrawanie, wiercenie, nadkrawanie, wykrawanie, perforowanie oraz bobinowanie. Przekrawanie Przekrawanie jest w introligatorstwie najczęściej wykonywaną operacją krojenia. Przekrawaniem nazywa się rodzaj krojenia materiału na części wzdłuż linii prostej, bez względu na to, czy przekrojone części podlegają dalszej obróbce introligatorskiej. Przekrawanie jest wykonywane na krajarkach jednonożowych, krajarkach z nożami krążkowymi, nożycach introligatorskich. Krajarki jednonożowe są przystosowane do przekrawania stosu arkuszy równolegle lub prostopadle do poszczególnych boków stosu. Okrawanie Okrawanie jest rodzajem krojenia, w którym przy zastosowaniu wielu przekrawań uzyskuje się wyrównanie półproduktu lub arkuszy materiału do odpowiedniego formatu. Okrawanie wkładów lub opraw może być wykonywane na krajarkach jednonożowych przez zastosowanie trzech kolejnych przekrawań. Okrawanie wykonuje się najczęściej na krajarkach trójnożowych. Na tych krajarkach okrawa się wkłady lub oprawy z trzech stron. Okrojeniu nie podlega grzbiet wkładu lub oprawy. Wiercenie Wiercenie wykonuje się w celu uzyskania dziurek w stosach wytworów papierniczych. lub drukach umożliwiających przewlekanie przez nie sznurków, tasiemek czy nitów. Do wykonania otworów można zastosować wiertarki stołowe ze specjalnymi wiertłami z otworem w środku. Wiertła są wykonywane z rurki stalowej, zaostrzone tak, że ostrze jest przy zewnętrznej powierzchni rurki. Wykonane krążki są odpadem i są usuwane przez środkowy otwór wiertła. Rys. 2 Widok (a) i przekrój (b) wiertła, 1 – otwór, 2 – ostrze Nadkrawanie Nadkrawanie polega na krojeniu na niepełnej grubości wytworu papierniczego. Nadkrawanie wykonuje się w celu ułatwienia złamywania grubych tektur oraz w przypadku wykrawania materiałów samoprzylepnych. W pierwszym przypadku nadkrawanie wykonuje się nożami krążkowymi, a w drugim wykrojnikami płytowymi. Nadkrawanie można wykonać maszynowo w maszynach zwanych nadkrawarkami. Pracują one na zasadzie krajarek z nożami krążkowymi, mającymi jeden zaostrzony nóż współpracujący z rolką dociskającą nadkrawany materiał. Przy produkcji na małą skalę nadkrawanie może być wykonywane ręcznie. Nadkrawanie można wykonywać również wykrojnikami płytowymi na przykład materiałów samoprzylepnych. Wykrawanie Wykrawanie (sztancowanie) - czynność introligatorska polegająca na wykrawaniu z arkusza papieru, kartonu, tektury lub innego podłoża pożądanego wzoru o skomplikowanych kształtach, których nie można uzyskać za pomocą zwykłego krojenia na gilotynie introligatorskiej. Wykrawanie wykonuje się narzędziem zwanym wykrojnikiem, na urządzeniu zwanym wykrawarką. W introligatorstwie używa się trzech rodzajów wykrojników: przelotowe, płytowe, rotacyjne. Wykrojniki przelotowe służą do wykrawania stosów użytków, najczęściej etykiet. Wykrojniki płytowe i rotacyjne są przystosowane do wykrawania pojedynczych arkuszy. Stosuje się je do wykrawania pudełek, teczek, etykiet samoprzylepnych itp Perforowanie Krojenie wykorzystuje się też do wykonywania perforowania. Operacja ta polega na osłabieniu wyrobu papierniczego wzdłuż założonej linii perforowania tak, aby przedzieranie wyrobu następowało wzdłuż tej linii. Perforowanie można uzyskać przez wykonanie szeregu dziurek lub odcinkowych przekrawań. Rys. 3. Wygląd perforacji przez dziurkowanie (a) i odcinkowe przekrawanie (b). W zależności od wytrzymałości wyrobu papierowego stosuje się różną średnicę dziurek i odstępów między nimi oraz różną długość odcinków przekrawanych i odstępów między nimi. Perforowanie przez dziurkowanie wykonuje się wykrojnikami specjalnej konstrukcji, składającymi się z metalowej listwy z otworkami, w które wchodzą zaostrzone, metalowe trzpienie o takiej samej średnicy. Jeżeli między otworkami i trzpieniami położony zostanie arkusz wytworu papierniczego, zostaną w nim wykonane dziurki. Perforowanie takie wykonuje się na ogół w pojedynczych arkuszach. Rys. 4. Schemat perforowania przez dziurkowanie: 1 - płyta z otworkami 4, 2 - perforowany papier, 3 -trzpień Perforowanie przez odcinkowe przekrawanie wykonuje się za pomocą płaskich noży w wykrojnikach płytowych lub za pomocą noży krążkowych z przerwami w ostrzu. Bobinowanie Bobinowanie jest rodzajem krojenia, w którym wstęgę z dużego zwoju, kroi się na zwoje mniejsze (o mniejszej szerokości), wykonuje się na krajarkach z nożami krążkowymi.